
Potrubí jsou potrubí skládající se z velkého počtu trubek, vzájemně propojených svařováním. Ten může být proveden špatně, což bude mít nenapravitelné následky - prasknutí svaru. Proto se před uvedením potrubí do provozu provádí nedestruktivní testování potrubí.
Význam kontroly kvality
Hlavní konstrukce trubek jsou vystaveny velkému zatížení, a to jak zevnitř, tak zvenku. Proto je zvláštní pozornost věnována kontrole kvality svarů.
Svařovací proces je spojen s vysokou teplotou, která taví kov trubek. Právě v této době se mění jejich struktura. Pokud nedodržíte techniku svařovacího procesu, po ochlazení se uvnitř švu vytvoří vady. Svarový kov se stává nehomogenní.
Typy závad:
- Externí. Dobře viditelné na povrchu švu. Do této kategorie patří také vady, které se nacházejí uvnitř kovu v hloubce ne větší než 2 mm.
- Vnitřní, jsou také hluboké. Jsou umístěny hlouběji než 2 mm.
Vady ve spojích potrubí mají různé tvary a umístění. Mezi nimi jsou chyby se standardními názvy a konkrétními:
- Trásky. Vada, která je několikrát delší než široká. Toto je nejnebezpečnější moment ve svaru, který často vede k jeho prasknutí. Trhliny spadají do dvou kategorií. Mohou být umístěny jak uvnitř švu, tak vně.Často jsou průchozí trhliny. Jsou nejnebezpečnější.
- Póry, to jsou mušle. Kulové defekty (tvar může být odlišný, ale vždy dutý), vzniklé v důsledku plynů, které se uvolňují při svařování kovu. Patří do vnitřní skupiny.
- Krátery. Jedná se prakticky o póry, které se vytvořily na povrchu svaru potrubí (malé prohlubně). Důvodem jejich vzhledu je přerušení svařovacího oblouku. Nebezpečí kráterů je, že v místě jejich výskytu se zmenšuje tloušťka svaru. A to ovlivňuje pevnost spoje.
- Podříznutí. Tvoří se na hranici konců trubek a svaru. Tím se zmenší oblast kontaktu mezi dvěma kovy. V takových úsecích se zvyšuje vnitřní napětí, zvláště když se zvyšuje zatížení potrubí.
- Přílivy. Jedná se o vrstvu kovu, která se překrývá na povrchu švu. Ukazuje se, že horní a spodní vrstva spolu prakticky nesouvisí. Průřez připojení není stejný, jak požaduje GOST.
- Nedostatek fúze. Vnitřní typ defektů. Vyznačuje se tím, že uvnitř potrubního spojení je kov, který nemá požadované vlastnosti. Byl vytvořen působením nižší teploty, než požaduje GOST. Proto vlivem zatížení v takovém úseku dochází k rychlému nárůstu napětí kovu, což vede k deformaci s následným roztržením.
- Svarový kov je porézní. Jsou to všechny stejné póry nebo skořepiny, jen malé velikosti a rovnoměrně rozmístěné v celém objemu svarového spoje (jako celku nebo po částech).
- Cizí částice uvnitř šicího kovu. Důvodem je špatná práce svářeče. Před zahájením svařování jsou všechny spojované povrchy důkladně očištěny. Obvykle se k tomu používají kovové kartáče a odmašťovače. Pokud se příprava neprovede, do svaru vniknou nečistoty, které sníží jeho pevnost.
- Spálit. To je, když je technologie svařování porušena a elektrodový oblouk prochází kovem spoje. Ze stejného důvodu se na druhé straně tvoří prověšení.
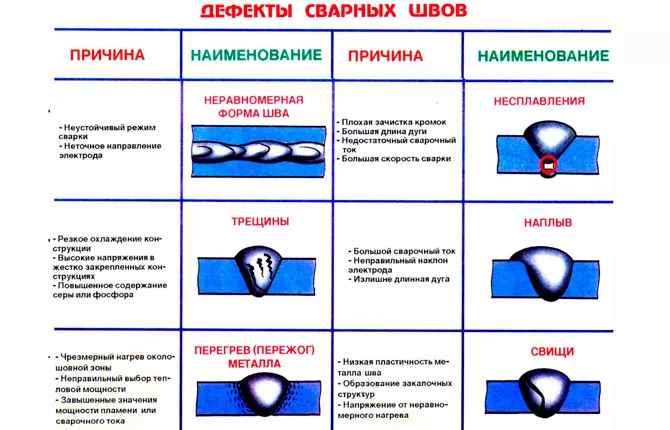 Vady ve svarovém spoji potrubí
Vady ve svarovém spoji potrubí
Aby všechny tyto potíže neovlivnily provoz potrubí, je provedena kontrola. Dnes se používají různé metody, ale všechny spadají do kategorie nedestruktivních. Existují i destruktivní metody, ale ty se používají pro laboratorní výzkum. Nedestruktivní ve všech ostatních případech.
Jsou pohodlné, protože:
- není třeba vyřezávat testovaný předmět a vzít ho do laboratoře;
- všechny procesy se provádějí na místě svařování;
- K testování je vyžadováno kompaktní a lehké vybavení.
Na nedestruktivní testování potrubí jsou kladeny přísné požadavky. Diagnostiku provádí vyškolený odborník. Zároveň jsou přísně dodržována pravidla a předpisy pro provádění kontroly.
Jaké metody se používají při nedestruktivním testování
Existuje několik typů nedestruktivního testování potrubí, které využívají různé materiály, zařízení a technologie.
Základní:
- Vizuální kontrola měření.
- Radiografická detekce defektů.
- Pomocí ultrazvuku.
- Detekce magnetických vad.
- Kapilární metoda.
Vizuální měření
Tento typ kontroly potrubí je založen na kontrole spojů potrubí, a to jak vizuálně, tak pomocí měřicích přístrojů. Proto tato technika detekuje pouze vnější vady.
Tato nedestruktivní metoda je nepřesná, i když snadno proveditelná. Tento typ kontroly je povinný. Provádí se před přistoupením k jiné nedestruktivní metodě. Koneckonců, když najdete chybu na povrchu, nemůžete pokračovat do další fáze, jejíž provedení je dražší.Takový joint může být okamžitě odmítnut.
Pokud jde o snadnost vedení, obvykle se k tomu používá jednoduché měřící zařízení, například posuvné měřítko nebo pravítko. Před měřením se poškozené místo očistí alkoholem, kyselinou nebo jiným rozpouštědlem.
Pokud je prasklina např. malá, bere se na pomoc lupa. Předpokladem pro tento typ nedestruktivního testování je určení tvaru defektu a jeho velikosti.
 Vizuálně měřící nedestruktivní testování potrubí
Vizuálně měřící nedestruktivní testování potrubí
Detekce defektů na radiografii
Jedna z nejpřesnějších metod nedestruktivního testování potrubí, která umožňuje identifikovat i drobné vady ve svaru. Zároveň je také určena jejich přesná poloha.
Tato technika je založena na konvenčním rentgenovém snímku. Používají malou instalaci, která prosvítá kovem spoje potrubních prvků a zobrazuje je na rentgenovém filmu.
Ultrazvukové nedestruktivní testování
Technologie je založena na akustických změnách uvnitř kovu. Pokud je homogenní, pak zvuk projde, aniž by se změnila jeho charakteristika a směr. Když se na cestě objeví závada, objeví se změny, které se projeví v přijímači. Hlavním parametrem změny je rychlost pohybu zvuku.
Podstata nedestruktivní techniky:
- ze zesilovače vychází ultrazvuk s ultra vysokou vibrační frekvencí;
- prochází svarem;
- pokud se srazí např. s trhlinou nebo skořápkou, tak se odrazí od jejich vnitřního povrchu (dutiny), změní směr a vrátí se zpět k přijímači.
Čím větší je úhel lomu, tím větší je trhlina nebo jiná vada.
 Ultrazvukové nedestruktivní zkoušení potrubí
Ultrazvukové nedestruktivní zkoušení potrubí
Magnetické NDT
Existuje takový termín jako magnetická permeabilita. To je, když magnetické vlny procházejí kovem po určitou dobu. Pokud se tento indikátor sníží, pak uvnitř materiálu na cestě vlny narazily na překážku, kterou začaly obcházet. Proto jejich rychlost klesla a jejich cestovní doba se zvýšila.
Pro provádění tohoto nedestruktivního testování svarových spojů v potrubí se používá speciální zařízení. S jeho pomocí procházejí kovem elektromagnetické vlny. Prášek se předběžně nalije na povrch nebo se uvnitř nalije suspenze se železem. Minerál se shromažďuje kolem poškozené oblasti.
Existuje další možnost zvaná magnetografie. Zde se místo prášku nebo suspenze používá magnetický film. Na něm jsou zobrazeny všechny nedostatky kovu. Po provedení kontrolních procedur se film umístí do defektoskopu, odkud se informace přečtou. Může to být zvuk nebo ve formě obrazu.
Kapilární nedestruktivní testování
Tato technologie umožňuje identifikovat vady svaru v potrubním systému pomocí speciálních kapalin nazývaných penetranty. Jejich hlavní vlastností je pronikat do materiálů, i když mají kapilární změny.
Mezi takové tekutiny patří:
- petrolej;
- terpentýn;
- benzen;
- transformátorový olej atd.
Pokud penetrant prošel kovem spoje potrubí, znamená to, že je v něm chyba. Pokud neprošel, pak je vše v pořádku.
Proces NDT:
- křída nebo kaolin v tekuté formě se nanáší na svar potrubí;
- po zaschnutí nanesené vrstvy se suchá část odstraní;
- na zbývající vrstvu se nanese petrolej;
- za půl hodiny musíte zkontrolovat zadní stranu spoje;
- pokud se tam najdou petrolejové šmouhy, je vadný šev, pokud ne, spojení je spolehlivé.
Dnes se do penetrantů přidávají látky, které pomáhají jasněji identifikovat nedostatky kovů. V podstatě dva:
- červený pigment;
- luminiscenční látka.
První se používá, když se kontrola provádí během dne s přirozeným světlem na místě. Druhá noc, na kterou používají lampy s ultrafialovým světlem.
 Penetrační aplikace
Penetrační aplikace
Nedestruktivní testování potrubí, které není vystaveno vážnému namáhání, lze provádět jednoduššími způsoby: hydraulickým nebo pneumatickým. K tomu je do potrubí vháněna tlaková voda nebo vzduch.
V prvním případě se provádí nedestruktivní testování detekcí šmouh z opačné strany spoje, tedy z vnější strany potrubí. Ve druhém se navíc používá pěna, která se nanáší na svar. Pokud začne bublat, je tam vada.
Nedestruktivní testování potrubí usnadnilo kontrolu integrity a kvality potrubních spojů. Využití defektoskopie, zejména rentgenové a ultrazvukové, prakticky přiblížilo pravděpodobnost odhalení vad svařování ke 100 %. Zároveň taková kontrola umožňuje zjistit, kde se závada nachází, kolik jich je, jaké velikosti a tvary.
Je podle vás nutné uplatňovat sofistikovanější metody nedestruktivního testování potrubí, nebo může stačit přívod vody/vzduchu do systému? Pište do komentářů. Sdílejte článek na sociálních sítích a přidejte si jej do záložek.
Více o tom, jak se testují svary, se dozvíte ve videu.
Zdroje:
- https://iseptick.ru/truby-i-fitingi/nerazrushayushhij-kontrol-truboprovodov-i-svarnyx-soedinenij-metody-kontrolya.html
- https://elsvarkin.ru/texnologiya/kontrol/soedinenij-truboprovoda
- https://spark-welding.ru/montazh-i-remont/metody-nerazrushayushchego-kontrolya-truboprovodov.html