
Než začnete proces svařování nerezové oceli, je nutné prozkoumat všechny možné vlastnosti tohoto svařování. Vařte nerezovou ocel - není to nejjednodušší cvičení, jehož složitost závisí na mnoha nuancích.
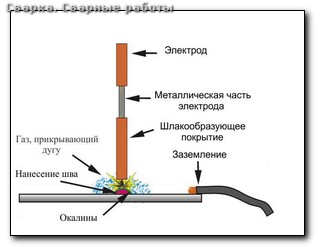
Schéma svařovacího poloautomatického zařízení.
Primární funkce, které mohou nutně ovlivnit kvalitu svařování:
Svařování nerezové poloautomatické.
- Lineární expanze a smršťování odlitků. Pokud je smrštění vysoké, pak je možná možnost deformace kovu při práci se svařovacími elektrodami a po zvýšení. A pokud jsou části, které mají být svařovány, dostatečně široké a mezi nimi není žádná mezera, pak se zvyšuje možnost velkých trhlin.
- Tepelná vodivost - v nerezové oceli, je téměř poloviční ve srovnání s jinými kovy, takže při svařování je nutné snížit proud o 15-20%.
- Elektrický odpor je poměrně vysoký, takže svařování konvenčními elektrodami není možné kvůli jejich nadměrnému zahřívání. Proto jsou speciální elektrody vyrobeny na bázi niklově chromových tyčí, ne delší než 3, 5 cm pro svařování nerezové oceli.
- Mezikrystalová koroze - nerezová ocel je vlastní schopnosti ztrácet antikorozní vlastnosti, pokud je tepelný režim svařování nesprávný nebo je vybrán nesprávný stroj. Podstatou tohoto procesu je, že když teplota dosáhne více než 500 stupňů Celsia, objeví se na okraji kovu chrom a karbid železa, což vede ke korozi kovu. Existují však způsoby boje proti tomuto, například rychlému ochlazování různými způsoby.
Vlastnosti svařování nerezové oceli
Dvojitý puls pro dokonalé svařování hliníku a nerezové oceli.
Pro správné a přesné svařování korozivzdorné oceli je také nutné vzít v úvahu skutečnost, že některé její fyzikální vlastnosti se liší od běžné oceli:
- elektrický odpor - 6krát vyšší;
- teplota tání - pod 100 ° C;
- tepelná vodivost - méně o 2/3;
- tepelná roztažnost je poloviční.
Existují zcela jiné metody svařování vlastní oceli. Například obloukové svařování pomocí speciálních wolframových elektrod, prováděné v inertním prostředí, se používá, pokud tloušťka kovu přesahuje 1, 5 mm. Pokud je nutné svařovat tenkou ocel nebo trubky, je nejlepší se uchýlit ke svařování pomocí tavicích elektrod v inertním plynu.
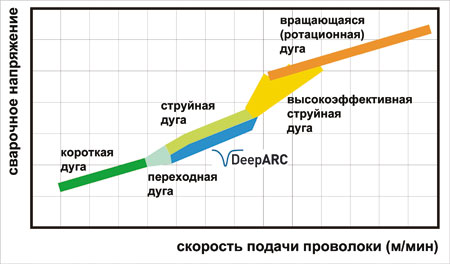
Pulzní obloukové svařování by mělo být použitelné pouze pro ocelové plechy o tloušťce 0, 8 mm. S krátkým obloukem, používajícím tavné elektrody, se pro svařování používá ocel o tloušťce 0, 8 až 3, 0 mm a pro přenos kovu se používá ocel s tloušťkou plechu nad 3, 0 mm.
Je-li však uvažováno plazmové svařování, pak lze vyvodit závěr, že je vhodný pro velmi široké změny tloušťky, proto se používá mnohem častěji. Svařování pod tavidlem se používá pro tloušťky kovů větší než 10 mm. Ale nejoblíbenější metody svařování jsou svařování pomocí potažených elektrod, wolframových elektrod v prostředí argonu a poloautomatické svařování argonu drátem z nerezové oceli.
Svařování potaženými elektrodami

Způsoby svařování v inertních plynech.
Pokud nezáleží na tom, jaký druh elektrod pro svařování a nemáte žádné speciální požadavky na svarový spoj, pak bude nejpřijatelnějším způsobem svařování potaženými elektrodami (mezi ně patří elektrody OZL-8, NIAT-1, TsL-11). Ze všech elektrod je nejlepší zvolit ty, které budou po svařování poskytovat odolnost proti korozi, tepelnou odolnost a dobré mechanické vlastnosti.
Svařování se musí provádět při konstantním proudu s povinnou polaritou. Je třeba dbát na to, aby se šev roztavil na minimum, protože elektrody použité při svařování nerezové oceli mají malý průměr a potřebují minimální tepelnou energii. Síla proudu v procesu svařování nerezové oceli by měla být přísně upravena na 15-20% nižší než při svařování obyčejných kovů. Při vysokém proudu způsobeném nízkou tepelnou vodivostí a vysokou odolností potažených elektrod může dojít k výraznému přehřátí a dokonce i oddělení kusů. Z tohoto důvodu mají tyto elektrody vysokou rychlost tání, takže pokud je použijete poprvé, může být zpočátku neobvyklé.
Pro zachování korozních vlastností svaru by mělo být při svařování uspořádáno zrychlené chlazení. K tomu můžete použít měděné těsnění nebo určité foukání vzduchu. Pokud je ocel chrom-nikl, můžete ji ochladit vodou.
Svařování nerezové oceli pomocí wolframových elektrod
Wolframové elektrody.
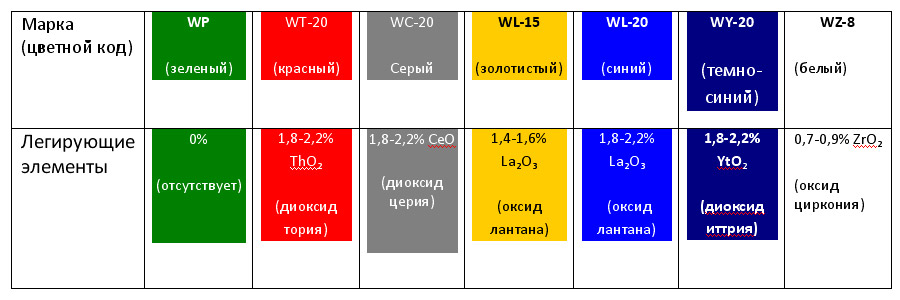
Svařování wolframovými elektrodami v inertním prostředí je vhodné, pokud je svařovaný kov velmi tenký nebo pokud jsou požadavky na kvalitu svařovaného spoje velmi vysoké. Pokud například potřebujete vařit trubky, které budou později používány pro dopravu plynů nebo kapalin pod vysokým tlakem, je tento způsob svařování ideální. Postup se provádí v prostředí argonu, proud může být jak konstantní, tak proměnlivý, ale s přímou polaritou. V roli výplňového materiálu se doporučuje vzít drát s vyšší úrovní dopingu než kov. Během provozu je třeba se vyvarovat oscilačních pohybů s elektrodami, aby nedošlo k narušení varné zóny, což může vést k oxidaci svaru a ke zvýšení nákladů samotného procesu.
Na rubové straně vzduchu by měl být šev chráněn foukáním argonu, ale nerezavějící ocel není pro takovou ochranu příliš důležitá, ale je nutné odstranit i sebemenší možnost, že se částice wolframu dostanou do svarové lázně. V tomto případě pomůže bezkontaktní zapálení svařovacího oblouku, pro stejný účel můžete použít uhlíkovou nebo grafitovou desku.
Po dokončení práce, aby nedošlo k nadužívání wolframové elektrody, nesmí být plyn okamžitě vypnut, ale po určité době (obvykle 10-15 sekund). To pomáhá vyhnout se silné oxidaci zahřátých elektrod, což zvyšuje jejich životnost.
Prevence vad
Svařování nerezové oceli vlastníma rukama.
Při svařování nerezové oceli je vždy nutné brát v úvahu všechny její vlastnosti - jinak mohou po práci docházet k různým nežádoucím vadám svaru, například k tvorbě „nožové“ koroze. Horké trhliny mohou nastat v důsledku vysokých teplot, zejména v důsledku křehkosti švů.
Aby se takovým incidentům zabránilo, je nejlepší použít výplňové materiály, které pomohou při vytváření silných švů. Tyto materiály by však neměly obsahovat ferit více než 2%. Kromě toho, obloukové svařování také pomůže při zesílení švů, ve kterých bude délka oblouku malá. Je třeba mít na paměti, že krátery na základním kovu by neměly být zobrazeny.
Pokud používáte automatické svařování, měli byste si uvědomit, že se obvykle používá k vaření při nižších rychlostech. Aby se však snížilo riziko deformace, je nejlepší učinit méně přístupů, protože svařování při maximální rychlosti přispívá k lepší odolnosti proti korozi.
Před tím, než si vyberete, které elektrody mají svařovat nerezovou ocel, byste se měli seznámit se všemi jeho vlastnostmi a vlastnostmi, přesně vědět, jaké požadavky budou na svar umístěny a pro jaké účely bude výrobek použit.